【深度】从日本龙头看元器件经营之道(2)
水热法中的Know-How在于:1)水热体系中影响钛酸钡性质的因素较多,对于钛酸钡物相结构和颗粒性质的调控极其复杂,通常是钛酸钡的一种性质受多个因素和工艺参数的影响,而且一个因素或参数又同时影响多种性质,它们互相关联、甚至互为矛盾,使钛酸钡颗粒性质的控制十分复杂和困难;2)水溶液、尤其碱性溶液在高温高压下腐蚀性强,同时钛酸钡颗粒性质对反应温度均匀性和溶液状态非常敏感,水热反应设备不但要满足反应溶液温度和状态均匀的要求,还要耐腐蚀和磨损。

其次,改性添加剂对MLCC性能同样重要,改性添加剂主要是包括稀土类元素,例如钇、钬、镝等,以保证配方粉的绝缘性;另一部分添加剂,例如镁、锰、钒、铬、钼、钨等,主要用以保证配方粉的温度稳定性和可靠性。
这些添加剂必须与钛酸钡粉形成均匀的分布,以控制电介质陶瓷材料在烧结过程中的微观结构及电气特征。
设备需要企业自身的定制化改造。由于各个厂商对于材料、工艺的理解不尽相同,但设备厂商的设备确实标准化的产品,这就需要各个元器件厂商对设备进行适合自己的改造。
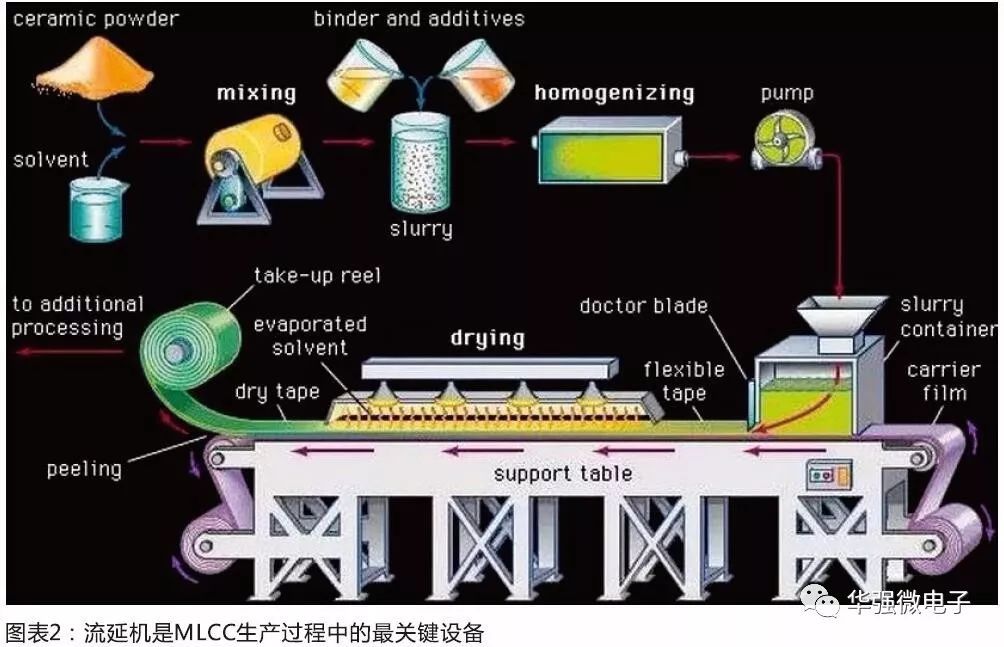
以MLCC为例,MLCC生产流程中的最关键设备是流延机。流延成型的具体工艺过程是将陶瓷粉体与各种添加剂(粘结剂、增塑剂、分散剂等)在溶剂中混合,形成均勾稳定的装料。成型时众料从料槽流至基带之上,通过刮刀与基带的相对运动形成湿带,厚度由刮刀与基带的距离控制。将湿膜片连同基带一起送入供干室,在溶剂蒸发过程中,具有一定强度和柔韧性的素片通过粘结剂的成膜作用将陶瓷颗粒粘结在一起而形成,干燥的素片连同基带一起或从基带上脱离卷轴待用,然后可按所需形状打孔、冲片或切割,最后经过烧结得到成品。
MLCC厂商一般会根据自己掌握的Know-How,来对流延机进行改造,以得到更好的效果。在挤压机部分,厂商会自行改造装置,以便更为精确地调节挤压机的压力,得到更薄的介质;在刮刀环节,使用气刀替代机械刀具,可以达到更好的均匀度,但气刀的位置、风速和真空度也需要得到精确的控制,风量过小会使厚度太大,角度不正确会使薄膜表面产生气泡;在流延辊上发生的冷却环节会影响薄膜的均匀度,所以会把流延辊、冷却辊设计为夹套式,冷却水的交叉流动减少了辊筒表面温差,保证了塑料薄膜冷却均匀。
工艺的精益求精来自Know-How的积累。在使用了好材料和定制化设备之后,还需要在具体的工艺的不断尝试和积累,才能得到更好的工艺。
以MLCC为例,在多层共烧环节,是将排胶后的产品放入高温烧结炉内,设定曲线进行更高温度的烧结,使生坯烧结成瓷,形成具有一定强度及硬度的瓷体。在这个过程中,不可避免地要解决不同收缩率的陶瓷介质和内电极金属如何在高温烧成后不会分层、开裂,即陶瓷粉料和金属电极共烧问题。共烧技术就是解决这一难题的关键技术,掌握好的共烧技术可以生产出更薄介质(2μm以下)、更高层数(1000层以上)的MLCC。当前日本公司在MLCC烧结专用设备技术方面领先于其它各国,不仅有各式氮气氛窑炉(钟罩炉和隧道炉),而且在设备自动化、精度方面有明显的优势。
2.2 日本企业的精益求精,很好地契合了元器件行业所需的关键能力
日本人天生性格追求极致完美、严谨、执着、精益求精,这种工匠精神在日本社会得到推崇。
日本企业的这种工匠精神保证它们的产品具备强劲的竞争力,从而具备很长的企业寿命。根据日本东京商工研究机构统计数据,截止2016年,全日本超过100年历史的老店铺和企业达到家,千年以上的企业有7家,世界上最长寿的企业是木造建筑行业的“金刚组”,距今已有1439年的历史。寿命超过200年的企业,日本有3146家,为全球最多,此外德国有837家,荷兰有222家,法国有196家。
我们前面已经分析过,元器件行业的难点在于材料、设备、工艺三个环节的,想突破这三个环节需要长时间的Know-How积累。日本企业具备的工匠精神正好与这个特点相契合。

在材料环节,材料的生产工艺、配方、性能都难以事先确定,必须在实际的生产环节不断尝试、不断改进,这个过程需要很长的时间积累,也需要精益求精的心态不断改进,从而使得材料的性能不断进步。
文章来源:《电子元件与材料》 网址: http://www.dzyjyclzz.cn/zonghexinwen/2020/1103/336.html